How to Choose the Best Abl Laminate Film for Your Needs?
Choosing the right Abl Laminate Film can be challenging. There are many options available. Each serves different purposes, and quality varies widely. Industry expert Dr. Sarah Collins emphasizes, “Selecting the right film can make a significant difference in your project's success.” Understanding your specific needs is crucial.
Abl Laminate Films provide protective and aesthetic benefits. They are used in various industries, from packaging to electronics. The right film enhances durability and appearance. However, not all films are created equal. Factors like thickness, adhesive quality, and finish matter greatly. Yet, many overlook these details.
It’s essential to consider what you want to achieve. Are you looking for something durable or visually appealing? Sometimes, the choice may seem overwhelming. That’s okay. Take your time to evaluate all options. The right Abl Laminate Film should meet your needs while ensuring quality and reliability.

Understanding ABL Laminate Films: Types and Characteristics
Understanding ABL laminate films is crucial for making an informed choice. ABL stands for adhesive lamination, which is a process that combines various materials. These films are widely used in packaging due to their durability and protective qualities. They can enhance product shelf life and maintain quality.
There are different types of ABL laminate films available. Some offer high moisture barriers, while others provide excellent puncture resistance. It’s essential to assess the characteristics of each type. In some cases, choosing the wrong film may lead to product spoilage. Understanding the specific needs of your product is key. For instance, food packaging requires stringent moisture control, while electronics might need films that resist static.
The decision-making process can be complex. Price, performance, and compatibility with existing machinery are all factors to consider. Sometimes, even the best product may not fit every situation. Real-world testing can yield valuable insights. It’s often beneficial to seek expert advice and share experiences with others in your industry. This approach can lead to more reliable choices in selecting ABL laminate films.
How to Choose the Best ABL Laminate Film for Your Needs?
| Type of ABL Laminate Film |
Key Characteristics |
Best Applications |
Thickness (microns) |
Finish |
| Glossy ABL Film |
High gloss finish, moisture resistant, durable |
Product packaging, promotional materials |
50 - 100 |
Glossy |
| Matte ABL Film |
Non-reflective surface, soft touch, fingerprint resistant |
High-end packaging, business cards |
50 - 150 |
Matte |
| Textured ABL Film |
Unique tactile feel, enhances visual appeal |
Luxury brands, specialty products |
80 - 200 |
Textured |
| Transparent ABL Film |
Clear finish, allows visibility of underlying graphics |
Labels, window applications |
50 - 120 |
Clear |
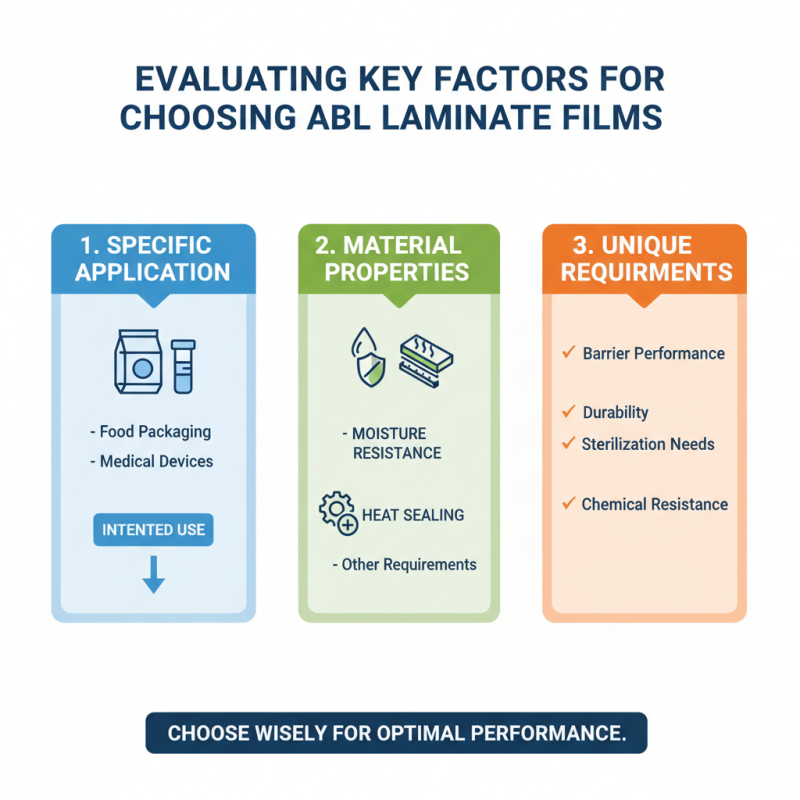
Evaluating Key Factors for Choosing ABL Laminate Films
When selecting ABL laminate films, understanding key factors is crucial. Think about the specific application. Is the film for food packaging or medical devices? The intended use greatly influences the choice of materials. Each application has unique requirements, such as moisture resistance or heat sealing properties.
Consider the thickness of the film. Thicker films may offer more durability but could limit flexibility. This can be an issue in packaging applications requiring movement. Balance is vital. Ensure that the film can withstand typical stresses without compromising its primary function. Moreover, the choice can impact costs and waste in production.
Evaluate the environmental impact of the ABL laminate films. Sustainable options are gaining traction, appealing to eco-conscious consumers. However, some biodegradable films may not perform as well. Test performance in real-world conditions to avoid potential failures. It’s important to revisit these choices regularly. What works now may not be suitable in future scenarios. This ongoing reflection helps ensure optimal results.
Comparing ABL Laminate Films: Durability, Thickness, and Adhesion
When selecting an ABL laminate film, consider
durability, thickness,
and adhesion as key factors.
Durability is paramount. A robust film can withstand scratches,
moisture, and UV exposure. Reports indicate that films with a thickness of
25 to 50 microns deliver optimal strength for everyday use. A thinner film may
look appealing but often sacrifices resilience. According to industry data, a 40-micron
ABL film can endure stress better than its thinner counterparts.
Thickness directly correlates with performance. Films below 25 microns face
challenges in high-use environments. They may peel or delaminate more easily. On the other hand, thicker films offer
better surface protection, which is critical in various sectors, such as packaging and graphic design. Monitoring
adhesion is crucial. A film with strong adhesive properties can adhere to a variety of surfaces without degrading
over time. Reports have shown that films with superior adhesion maintain integrity even under harsh conditions.
However, not all films are created equal. Some may
advertise high durability yet fail in real-world usage. User reviews often highlight unexpected failures, suggesting
a need for thorough testing before procurement. Manufacturers need to provide clear performance metrics. While
industry standards exist, individual requirements can vary significantly. This makes it essential to evaluate
each option closely. The choice should reflect both anticipated use and environmental exposure.
Assessing Cost-Effectiveness: Budgeting for ABL Laminate Films
Budgeting for ABL laminate films requires careful consideration. It is essential to understand the specific needs of your project. Assessing the cost-effectiveness of these films can prevent overspending. Look into your budget constraints first. High-quality films might cost more upfront, but they can save money over time—fewer replacements are needed.
When evaluating options, consider the total cost of ownership. This includes not just the initial price, but also factors like durability and performance. A film that lasts longer minimizes waste and reduces replacement costs. You might find cheaper alternatives, but they could lack quality.
Tips: Always request samples before committing. Evaluate how each film performs under real conditions. Compare prices from multiple suppliers. Don't forget to factor in shipping costs. Transparency in pricing is a must. Ask for breakdowns to avoid hidden fees. Every detail counts in the long run. Engage with experts to guide your decision; their insights can be invaluable.
Identifying Common Applications of ABL Laminate Films for Your Needs
ABL laminate films play a crucial role in various industries. Their versatility makes them ideal for packaging, labeling, and other applications. When selecting the best film for your needs, consider the specific use case.
For packaging, ABL films provide protection against moisture and oxygen. This keeps products fresh and extends shelf life. Labels made from ABL films adhere well and resist fading. They are perfect for products needing a strong visual presence. Think about your product's requirements, such as durability and exposure conditions.
Tips for choosing the right film include evaluating the environment where the product will be used. Consider temperature fluctuations and humidity levels. Think about the end-of-life disposal methods. Some may not be recyclable. Reflecting on these aspects can help in making an informed decision.
Another point to ponder is the film’s compatibility with inks and adhesives. Not all films work together equally. Testing your selected materials can prevent costly mistakes. Taking time to analyze these factors ensures that you pick the most suitable ABL laminate film for your needs.