What is Coated Aluminum Laminate Film and Its Uses?
Coated Aluminum Laminate Film is a versatile material widely used in various industries. According to Dr. Emily Parker, an expert in advanced materials, "Coated Aluminum Laminate Film transforms designs into reality." This film combines aesthetics with functionality, making it ideal for packaging and decorative applications.
Manufacturers appreciate its lightweight nature and high durability. The film resists moisture and chemicals, ensuring product longevity. Its reflective properties add an appealing shine to products, enhancing visual impact. Some industries still struggle to maximize its potential, pointing to a need for further research and development.
Designers often experiment with different coatings and finishes. However, achieving perfect adhesion and consistency remains a challenge. The market's demand for innovation pushes boundaries in Coated Aluminum Laminate Film applications. It's essential to continue evolving this material to meet the growing needs of diverse sectors.
Definition of Coated Aluminum Laminate Film
Coated aluminum laminate film is a versatile material that serves various industrial applications. This film combines aluminum foil with a polymer substrate, creating a product that balances durability and aesthetics. The coating enhances resistance to moisture, UV light, and corrosion. This combination makes it ideal for both protective and decorative uses.
In the packaging industry, coated aluminum laminate film plays a crucial role. According to recent industry reports, the global demand for aluminum-based packaging is projected to reach $110 billion by 2025. The film's barrier properties ensure that food and pharmaceuticals maintain their quality. However, the challenge lies in recycling. While aluminum is recyclable, the laminate structure complicates the process.
Coated aluminum laminate film also finds applications in the construction sector. It is used for roofing and facades due to its lightweight nature. Reports indicate that this sector accounts for approximately 30% of aluminum consumption worldwide. The aesthetic finish can be appealing, but the environmental impact needs further exploration. Developing more sustainable alternatives is essential.
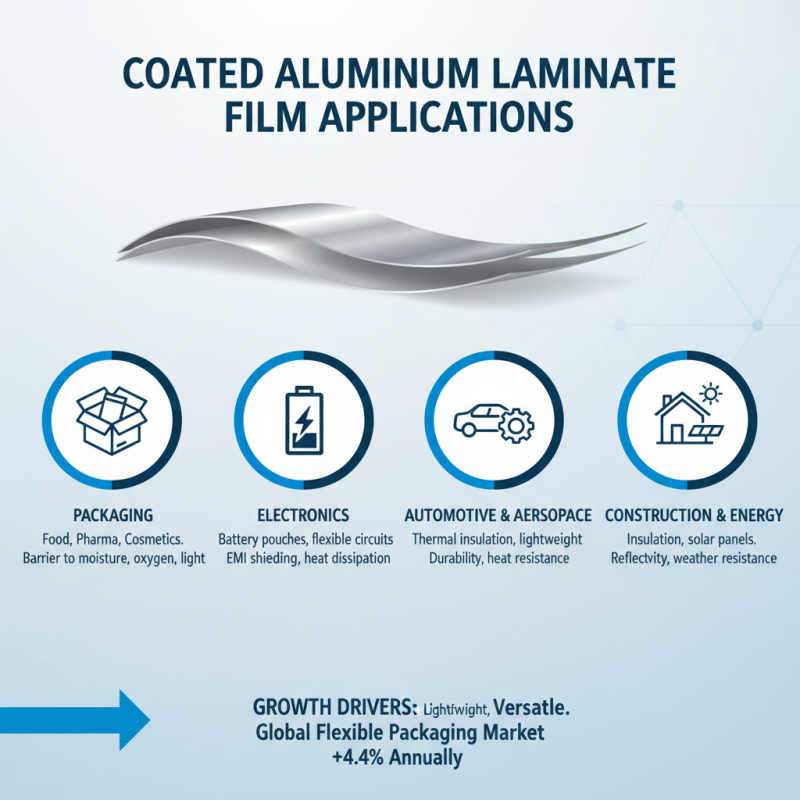
Uses of Coated Aluminum Laminate Film
This chart illustrates the various applications of coated aluminum laminate film, showcasing its versatility across different industries.
Composition and Manufacturing Process of Coated Aluminum Laminate Film
Coated aluminum laminate film is an innovative material widely used for various applications. Its manufacturing process involves several key steps. Initially, aluminum sheets are cleaned thoroughly. This prepares the surface for coating. After cleaning, a specific coating is applied. This could involve paints, films, or laminates that enhance properties like durability and aesthetics.
The aluminum sheets are then bonded to a plastic film. This layer serves multiple purposes. It improves flexibility and adds moisture barrier properties. After bonding, the film is heated to ensure a strong adhesion. This is a crucial step that requires precise temperature control. Too much heat can damage the aluminum, while too little can lead to poor adhesion.
**Tip:** Always check the compatibility of coatings with aluminum. Some coatings may not adhere well. This can lead to peeling or other failures in performance.
Despite its many advantages, the process can produce waste. Inefficient methods may lead to scrap material. It's essential to evaluate production techniques continuously. Finding ways to minimize waste can benefit both the environment and the bottom line.
**Tip:** Consider recycling any excess aluminum and coatings. This can reduce costs and promote sustainability.
Key Properties and Benefits of Coated Aluminum Laminate Film
Coated aluminum laminate film is increasingly popular in various industries. It possesses unique properties that set it apart from other materials. One of its main features is its excellent resistance to moisture and UV light. This makes it ideal for outdoor applications where weather resistance is crucial. The film also has a great aesthetic appeal, often used for advertisements and signage.
Another significant benefit of coated aluminum laminate film is its lightweight nature. This property allows for easy handling and installation, which can save time and labor costs. Users often appreciate how it can be easily customized to fit specific needs. However, it can be a challenge to find the right balance between thickness and flexibility.
Durability is another key aspect of this film. It can withstand harsh conditions, extending the lifespan of products it covers. Nevertheless, improper installation can lead to issues down the line. It is essential to follow guidelines during the application process. Mistakes in this phase can diminish its advantages.
Common Applications of Coated Aluminum Laminate Film in Various Industries
Coated aluminum laminate film is gaining traction in various industries. Its robust nature and light weight make it ideal for a range of applications. For instance, packaging is a key area. According to a report by Smithers Pira, the global demand for flexible packaging is projected to grow at a rate of 4.4% annually. This growth is partly driven by innovations in coated aluminum film technology.
In the construction sector, coated aluminum laminate is useful for cladding materials. It enhances aesthetics while providing corrosion resistance. The market for building materials is expected to reach $1 trillion by 2025. This growth reflects a trend toward durability and sustainability, both of which coated aluminum laminate films offer.
Tips: When selecting coated aluminum laminate, consider the specific environmental conditions. Ensure it is suitable for your intended use. Additionally, always check the product specifications.
Electronics also benefit from coated aluminum laminate film. It’s used for insulation and shielding, providing excellent performance in protecting sensitive components. However, the application process can be complex and requires careful handling. Innovative recycling methods are still being developed for this material, highlighting a gap within the industry.
Future Trends and Innovations in Coated Aluminum Laminate Film Technology
The coated aluminum laminate film market is rapidly evolving. Latest reports project a compound annual growth rate (CAGR) of over 8% from 2023 to 2030. This growth is driven by diverse industries, including packaging and electronics. Companies are increasingly adopting this material due to its lightweight and excellent thermal properties.
Innovations are transforming the sector. Recently, research highlighted advancements in coating techniques that improve durability and resistance to environmental factors. Such technologies enable longer product life, which reduces waste. However, the high energy consumption during manufacturing remains a concern. As the market expands, balancing sustainability with efficiency will be critical.
Emerging trends point to smart coatings that incorporate sensors. These innovations could offer real-time monitoring of temperature and moisture, ensuring product safety. Yet, challenges persist. Integration of such technologies is complex and costly for many manufacturers. The industry must navigate these hurdles to fully realize the potential of coated aluminum laminate films in the future.
What is Coated Aluminum Laminate Film and Its Uses? - Future Trends and Innovations in Coated Aluminum Laminate Film Technology
| Dimension |
Description |
Current Uses |
Future Trends |
| Thickness |
Typically ranges from 0.5 mm to 5 mm |
Construction, signage, and interior design |
Thinner and more versatile options for flexible applications |
| Surface Finish |
Can be matte, gloss, or textured |
Architectural facades, retail displays |
Innovative finishes for enhanced aesthetics |
| Durability |
Highly resistant to corrosion and wear |
Outdoor applications, extreme environments |
Improved UV resistance and longevity |
| Applications |
Used in various sectors like automotive, signage, and packaging |
Vehicle wraps, product packaging |
Expanding into biocompatible and eco-friendly materials |
| Weight |
Lightweight material contributing to reduced shipping costs |
Logistics and transport solutions |
Further reductions in weight for enhanced efficiency |